

联系我们
24小时免费服务电话:
地址:泊头市交河镇工业区
15076795838
欢迎来我厂光临指导!!!地址:泊头市交河镇工业区
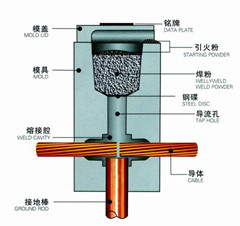
焊接模具/石墨模具/结构示意图解析
HF-S-05焊接模具由石墨制作,体积小,重量只有0.5~1公斤,方便携带,对环境无污染。石墨模具,轻拿轻放,不能挤压,否则,影响模具的使用寿命。
HF-S-05焊接模具由石墨制作,体积小,重量只有0.5~1公斤,方便携带,对环境无污染。模具夹是用来固定模具. 模具使用寿命为50次,熟练型操作工可让模具使用寿命到100次。石墨模具,轻拿轻放,不能挤压,否则,影响模具的使用寿命。
焊接模具,石墨模具 结构示意图
焊接模具,石墨模具 结构示意图
放热焊接操作顺序:防雷接地体埋设——铺好接地线----选择模具-----焊接准备-----焊接物就位-------放置钢盘---------加入反应粉末------点火器点火-----焊 接-------清洁模具——圆满完成一次焊接。
放热焊接操作不当,可能导致烫伤,火灾或严重的伤害。要严格遵守以下几点:
• 施工操作前,必须保证被焊接件无污物,熔模熔腔和型腔内无上次焊接时留下的焊渣块或焊渣粉末。
• 施工操作前,必须使用喷火炬(或瓦斯喷灯)烘干被焊接件和熔模,使其尽可能的不含水分。防止模具在使用时爆炸。
• 施工操作中,点火之前,必须保证盖上熔模盖,且熔模闭合处无开缝。
• 施工操作中,点火之前,必须保证被焊接件焊接点位于型腔中心。
• 施工操作时,现场 1.50米 范围之内,不得有无关人员停留。
• 施工操作时,现场 1—— 2米 范围之内,不得有易燃物品摆放。
• 操作人员必须戴上有一定隔热效果的工作手套。
• 操作人员不得面对于熔模开口处操作施工。
• 点火时,一旦引燃粉被引燃,操作人员必须立即离开熔模至少 1.50米 。
• 当放热焊剂反应结束后,任何人不得直接接触熔模和被焊接件。
• 当放热焊剂反应结束后,须待熔模和被焊接件自然冷却 10——20秒。
• 对被焊接件进行绝缘处理,必须待导线完全冷却之后方可进行。
“放热焊接”系统是指通过放热反应产生液态高温铜液来熔接同(异)种金属的一种焊接工艺,以达到高性能电气连接的现代焊接法。广泛用于防雷焊接中来。
下一篇:铜包钢接地棒接地棒库存报表

